
 English
English Deutsch
Deutsch 
The lost wax process at tsf – step by step:
Investment casting is a versatile method which has many advantages over other technologies such as machining, forging, sintering or other casting processes.
You can benefit from the advantages of investment casting in the production of your components:
- high level of design flexibility enables complex geometries to be achieved in one single cast
- intricate and bionic structures
- near net shape castings with reduced machining requirements
- high dimension accuracy
- excellent surface finish
- wide range of materials and alloys assuring rigorous implementation of customer requirements
- economic viability, cost-effective production from single items through to large-scale production
The lost wax process comprises the following stages:

1. Manufacture of wax injection die
To produce a component by casting technology, a mould or matrix is required. This mould delineates the contours of the casting. Since the moulding wax does not have an abrasive effect on the matrix, this matrix has a very long service life. This is a one-time, or non-recurring work step.
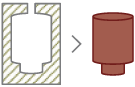
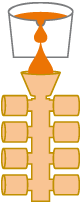
2. Wax model injection moulding
The future casting and the casting system are reproduced in wax by injection moulding. This requires that the injection pressure of the machine and the temperature of the moulding wax are precisely coordinated in order to guarantee high dimension accuracy and surface quality.
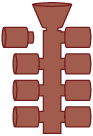
3. Assembly of wax model
In this work step, the wax models and the sprue are assembled to form a wax tree. Experienced employees assemble the wax trees with great care, thus guaranteeing the high quality of the cast components.
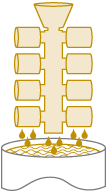
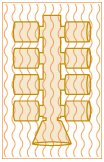
4. Dipping, sand coating and drying
By repeatedly dipping the wax tree in ceramic slurry, coating it with sand and then drying, a ceramic shell is gradually formed, consisting of several layers. The primary coat of fine silica sand gives the castings a very smooth surface finish.
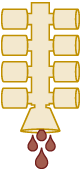
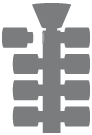
5. Dewaxing
In the dewaxing process, the moulding wax is melted out of the ceramic shell at pressure in a steam autoclave.
6. Firing
During subsequent firing of the ceramic moulds, the last traces of wax are completely burnt out, leaving no residues. The firing process cures the ceramic shell and gives it the required strength.
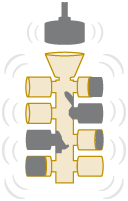
7. Casting
The customer-specific alloy constituents required for each casting batch are compiled and melted in our induction furnace. The molten metal is then poured into the hot ceramic mould using a pouring ladle. The precise temperature control of the molten steel, pouring ladle and ceramic moulds assures the high material quality and surface finish even for thin-walled components with complex geometries.
8. Demoulding
Once the cluster has cooled, the ceramic shell is carefully removed.
9. Separating
The casting is separated from the runner.
10. Shot blasting
Any ceramic residues are removed from the surface of the castings in a blasting process.
Finally, they are polished, heat treated, dressed, machined and/or surface coated as required by the customer.

11. Final inspection
tsf carries out optical checks on 100% of all investment casting products. The full range of criteria and measures to be employed in the quality control is coordinated with the customer according to his particular requirements.
To find out more about our technology and the individual stages of the process, please watch our video or contact us directly.
Contact us >